
നിർദ്ദിഷ്ട ആപ്ലിക്കേഷനുകളെ ആശ്രയിച്ച് പ്ലാസ്റ്റിക് എക്സ്ട്രൂഷൻ പ്രക്രിയയെ വിശാലമായി ഏഴ് വ്യത്യസ്ത തരങ്ങളായി തിരിച്ചിരിക്കുന്നു.
(എ) ഷീറ്റ്/ഫിലിം എക്സ്ട്രൂഷൻ
ഈ എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ, ഉരുകിയ പ്ലാസ്റ്റിക് വസ്തുക്കൾ ഒരു ഫ്ലാറ്റ് ഡൈയിലൂടെ പുറത്തെടുക്കുന്നു.ഷീറ്റ്/ഫിലിമിന്റെ കനവും അതിന്റെ ഉപരിതല ഘടനയും നിർണ്ണയിക്കാൻ കൂളിംഗ് റോളുകൾ ഉപയോഗിക്കുന്നു.ഷീറ്റിന്റെ കനം 0.2 മുതൽ 15 മില്ലിമീറ്റർ വരെ പരിധിയിൽ ലഭിക്കും.പ്ലാസ്റ്റിക് വസ്തുക്കളുടെ നേർത്ത ഫ്ലാറ്റ് ഷീറ്റ് അല്ലെങ്കിൽ ഫിലിം നിർമ്മിക്കാം.സാധാരണയായി, ഷീറ്റ് എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ അസംസ്കൃത വസ്തുവായി പോളിസ്റ്റൈറൈൻ പ്ലാസ്റ്റിക് ഉപയോഗിക്കുന്നു.
(ബി) ബ്ലോൺ ഫിലിം എക്സ്ട്രൂഷൻ
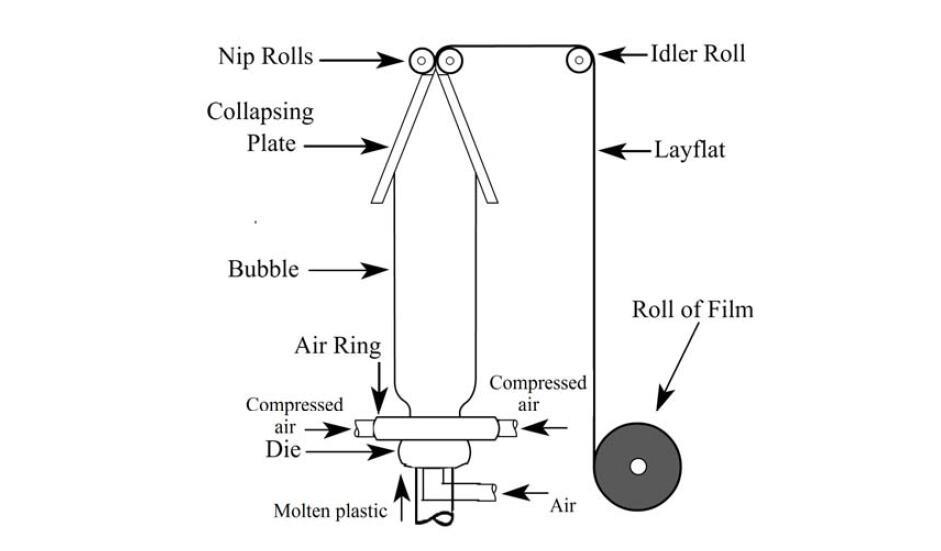
ഊതപ്പെട്ട ഫിലിം പ്രക്രിയയിൽ, ഡൈ ഒരു വൃത്താകൃതിയിലുള്ള പ്രൊഫൈലുള്ള ഒരു ലംബ സിലിണ്ടർ പോലെയാണ്.ഉരുകിയ പ്ലാസ്റ്റിക് ഒരു ജോടി നിപ്പ് റോളറുകൾ ഉപയോഗിച്ച് ഡൈയിൽ നിന്ന് മുകളിലേക്ക് വലിക്കുന്നു.കംപ്രസ് ചെയ്ത വായു ട്യൂബ് വീർപ്പിക്കാൻ ഉപയോഗിക്കുന്നു.ഡൈക്ക് ചുറ്റും, ഒരു എയർ റിംഗ് ഘടിപ്പിച്ചിരിക്കുന്നു.ഫിലിം മുകളിലേക്ക് സഞ്ചരിക്കുമ്പോൾ തണുപ്പിക്കുക എന്നതാണ് എയർ റിംഗിന്റെ ലക്ഷ്യം.ഡൈയുടെ മധ്യഭാഗത്ത്, ഒരു എയർ ഇൻലെറ്റ് ഉണ്ട്, അതിൽ നിന്ന് കംപ്രസ് ചെയ്ത വായു വൃത്താകൃതിയിലുള്ള പ്രൊഫൈലിന്റെ മധ്യഭാഗത്തേക്ക് നിർബന്ധിതമാക്കുകയും ഒരു കുമിള സൃഷ്ടിക്കുകയും ചെയ്യുന്നു.എക്സ്ട്രൂഡഡ് വൃത്താകൃതിയിലുള്ള ക്രോസ് സെക്ഷൻ ഡൈ വ്യാസത്തിന്റെ 2-3 മടങ്ങ് വർദ്ധിപ്പിക്കാം.തകരുന്ന പ്ലേറ്റിന്റെ സഹായത്തോടെ കുമിളകൾ തകർന്നിരിക്കുന്നു.നിപ്പ് റോളുകൾ കുമിളയെ ഫിലിമിന്റെ ഇരട്ട പാളിയായി പരത്തുന്നു, അതിനെ ലേഫ്ലാറ്റ് എന്ന് വിളിക്കുന്നു.നിപ് റോളറുകളുടെ വേഗത മാറ്റുന്നതിലൂടെ ഫിലിമിന്റെ മതിൽ കനം നിയന്ത്രിക്കാനാകും.ലേഫ്ലാറ്റ് റോളിന്റെ രൂപത്തിൽ സ്പൂൾ ചെയ്യാം അല്ലെങ്കിൽ ആവശ്യമുള്ള ആകൃതിയിൽ മുറിക്കാം.ലേഫ്ലാറ്റിന്റെ അടിഭാഗം ചൂട് പ്രയോഗം ഉപയോഗിച്ച് അടച്ചിരിക്കുന്നു, കൂടാതെ തുറക്കുന്ന രൂപത്തിലേക്ക് കൂടുതൽ മുറിക്കുക;അതിനാൽ ഇത് ഒരു പ്ലാസ്റ്റിക് ബാഗ് ഉണ്ടാക്കാൻ ഉപയോഗിക്കാം.ഡൈ വ്യാസം 1 മുതൽ 300 സെന്റീമീറ്റർ വരെ വ്യത്യാസപ്പെടാം.സാധാരണയായി, ഈ പ്രക്രിയയിൽ പോളിയുറീൻ പ്ലാസ്റ്റിക് ഉപയോഗിക്കുന്നു.
(സി) ഓവർ ജാക്കറ്റിംഗ് എക്സ്ട്രൂഷൻ
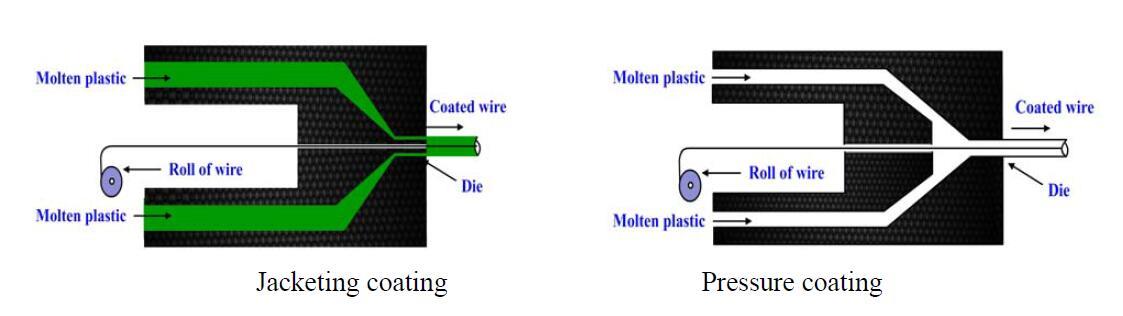
ഇതിനെ വയർ കോട്ടിംഗ് പ്രക്രിയ എന്നും വിളിക്കുന്നു.ഈ പ്രക്രിയയിൽ, ഒരു നഗ്നമായ വയർ ഒരു ഡൈയുടെ മധ്യത്തിലൂടെ വലിക്കുന്നു.ഒരു കമ്പിയിൽ പൂശുന്നതിന് രണ്ട് വ്യത്യസ്ത തരം എക്സ്ട്രൂഷൻ ടൂളുകൾ ഉപയോഗിക്കുന്നു, അതായത് പ്രഷർ അല്ലെങ്കിൽ ജാക്കറ്റിംഗ് ടൂളിംഗ്.വയറിനും കോട്ടിംഗിനും ഇടയിൽ അടുപ്പമുള്ള സമ്പർക്കമോ അഡീഷനോ ആവശ്യമാണെങ്കിൽ, പ്രഷർ ടൂളിംഗ് ഉപയോഗിക്കുന്നു.അഡീഷൻ ആവശ്യമില്ലെങ്കിൽ, ജാക്കറ്റിംഗ് ടൂളിംഗ് ഉപയോഗിക്കുന്നു.പ്രഷർ ടൂളിംഗിനായി, വയർ ഡൈയ്ക്കുള്ളിൽ പിൻവലിക്കപ്പെടുന്നു, അവിടെ അത് ഉരുകിയ പ്ലാസ്റ്റിക്കുമായി വളരെ ഉയർന്ന മർദ്ദത്തിൽ സമ്പർക്കം പുലർത്തുന്നു.ജാക്കറ്റിംഗ് ടൂളിംഗിനായി, വയർ നീട്ടുകയും ഉരുകിയ പ്ലാസ്റ്റിക് കവറിൽ ഒരു കവർ ഉണ്ടാക്കുകയും ചെയ്യും.നഗ്നമായ വയർ ഡൈയിലൂടെയാണ് നൽകുന്നത്, അത് ഡൈയിൽ നിന്ന് പുറത്തുപോകുന്നതുവരെ ഉരുകിയ പ്ലാസ്റ്റിക്കുമായി നേരിട്ട് സമ്പർക്കം പുലർത്തുന്നില്ല.ജാക്കറ്റിംഗും പ്രഷർ ടൂളിംഗും തമ്മിലുള്ള പ്രധാന വ്യത്യാസം ഡൈയുമായി ബന്ധപ്പെട്ട് വയറിന്റെ സ്ഥാനമാണ്.
 ,
,
(ഡി) ട്യൂബിംഗ് എക്സ്ട്രൂഷൻ
ഈ പ്രക്രിയയിൽ, ഉരുകിയ പ്ലാസ്റ്റിക് ഒരു ഡൈയിലൂടെ പുറത്തെടുക്കുകയും ഡൈയ്ക്കുള്ളിൽ ഒരു മാൻഡ്രൽ സ്ഥാപിച്ച് പൊള്ളയായ ക്രോസ് സെക്ഷനുകൾ രൂപപ്പെടുകയും ചെയ്യുന്നു.ഒന്നിലധികം ദ്വാരങ്ങളുള്ള ട്യൂബ് പ്രത്യേക ആപ്ലിക്കേഷനുകൾക്കായി, ഡൈയുടെ മധ്യഭാഗത്ത് നിരവധി മാൻഡ്രലുകൾ സ്ഥാപിച്ച് നിർമ്മിക്കാം.
(ഇ) കോ എക്സ്ട്രൂഷൻ
ഒരേസമയം മെറ്റീരിയലിന്റെ ഒന്നിലധികം പാളികൾ നിർമ്മിക്കുന്ന എക്സ്ട്രൂഷൻ പ്രക്രിയയാണ് കോ എക്സ്ട്രൂഷൻ.അൾട്രാവയലറ്റ് ആഗിരണം, ഗ്രിപ്പ്, മാറ്റ് ഉപരിതലം, ഊർജ്ജ പ്രതിഫലനം തുടങ്ങിയ പ്രത്യേക ഗുണങ്ങൾ ലഭിക്കുന്നതിന് അടിസ്ഥാന മെറ്റീരിയലിന് മുകളിൽ ഒന്നോ അതിലധികമോ ലെയറുകൾ പ്രയോഗിക്കാൻ ഇത് ഉപയോഗിക്കുന്നു, അതേസമയം അടിസ്ഥാന മെറ്റീരിയൽ മറ്റ് ആപ്ലിക്കേഷനുകൾക്ക് കൂടുതൽ അനുയോജ്യമാണ്, ഉദാ ഇംപാക്ട് റെസിസ്റ്റൻസ്, ഘടനാപരമായ പ്രകടനം.ബ്ലോൺ ഫിലിം, ഓവർ ജാക്കറ്റിംഗ്, ട്യൂബിംഗ്, ഷീറ്റ്/ഫിലിം എക്സ്ട്രൂഷൻ തുടങ്ങിയ ഏത് പ്രക്രിയകളിലും ഇത് ഉപയോഗിച്ചേക്കാം.ഈ പ്രക്രിയയിൽ, ആവശ്യമുള്ള രൂപത്തിൽ മെറ്റീരിയലുകൾ പുറത്തെടുക്കുന്ന ഒരൊറ്റ ഡൈ ആയി സംയോജിപ്പിച്ച് മെറ്റീരിയലുകൾ വിതരണം ചെയ്യാൻ രണ്ടോ അതിലധികമോ എക്സ്ട്രൂഡറുകൾ ഉപയോഗിക്കുന്നു.മെറ്റീരിയലുകൾ വിതരണം ചെയ്യുന്ന വ്യക്തിഗത എക്സ്ട്രൂഡറുകളുടെ വേഗതയും വലുപ്പവുമാണ് ലെയർ കനം നിയന്ത്രിക്കുന്നത്.
(എഫ്) എക്സ്ട്രൂഷൻ കോട്ടിംഗ്
നിലവിലുള്ള പേപ്പർ, ഫോയിൽ അല്ലെങ്കിൽ ഫിലിം എന്നിവയിൽ ഒരു അധിക പാളി നിർമ്മിക്കാൻ എക്സ്ട്രൂഷൻ കോട്ടിംഗ് ഉപയോഗിക്കുന്നു.ഉദാഹരണത്തിന്, വാട്ടർ റെസിസ്റ്റന്റ് മെച്ചപ്പെടുത്താൻ പേപ്പർ പോളിയെത്തിലീൻ കോട്ടിംഗ് ഉപയോഗിക്കുന്നു.ലിക്വിഡ് പാക്കേജിംഗ്, ഫോട്ടോഗ്രാഫിക് പേപ്പർ, എൻവലപ്പുകൾ, വളം പാക്കേജിംഗിനുള്ള ചാക്കുകളുടെ ലൈനിംഗ്, മെഡിക്കൽ പാക്കേജിംഗ് എന്നിവയാണ് എക്സ്ട്രൂഷൻ കോട്ടിംഗിന്റെ പ്രയോഗങ്ങൾ.സാധാരണയായി, പോളിയെത്തിലീൻ, പോളിപ്രൊഫൈലിൻ എന്നിവ ഉപയോഗിക്കുന്നു.
പോസ്റ്റ് സമയം: ജൂൺ-14-2017